

400-677-1258
2024/02/18
作为对IATF 16949条款9.2.2.3制造过程审核的实施指南,AIAG从2007年发布第1个特殊过程评估标准CQI-9 热处理系统评估以来,由于其针对特定制造过程的专业性和质量关注点的精准把握,以及对特定过程风险的识别和控制,其发布的每一个CQI特殊过程评估标准,均受到了汽车OEM及其供应链的较高评价和特别推崇。
2022年8月,AIAG 正式发布了CQI-30橡胶加工过程系统评估,这意味着CQI 特殊过程评估系列又增加了新成员。同时也标志着橡胶产品的制造组织在进行制造过程审核时,终于有了可实施的标准。
作为AIAG CQI特殊过程评估系列标准之一,CQI-30橡胶加工过程系统评估标准的发布,定义了橡胶制品行业质量管理体系的基本要求,同时为橡胶制品行业提供了制造过程审核共同的方法,以达成行业的持续改进、缺陷预防和降低供应链的变差和浪费。
何谓CQI-x?
热处理、电镀、喷涂、焊接、锡焊、模塑、铸造、钎焊和橡胶加工等作为特殊的工艺过程,由于其材料特性的差异性、工艺参数的复杂性和过程控制的不确定性,长期以来一直视为汽车零部件制造业的薄弱环节,并将在很大程度上直接导致整车产品质量的下降和召回风险的上升。
为了系统解决上述问题,美国汽车工业行动集团(AIAG)的工作小组先后开发了持续质量改进(Continuous Quality Improvement:CQI)系列标准——
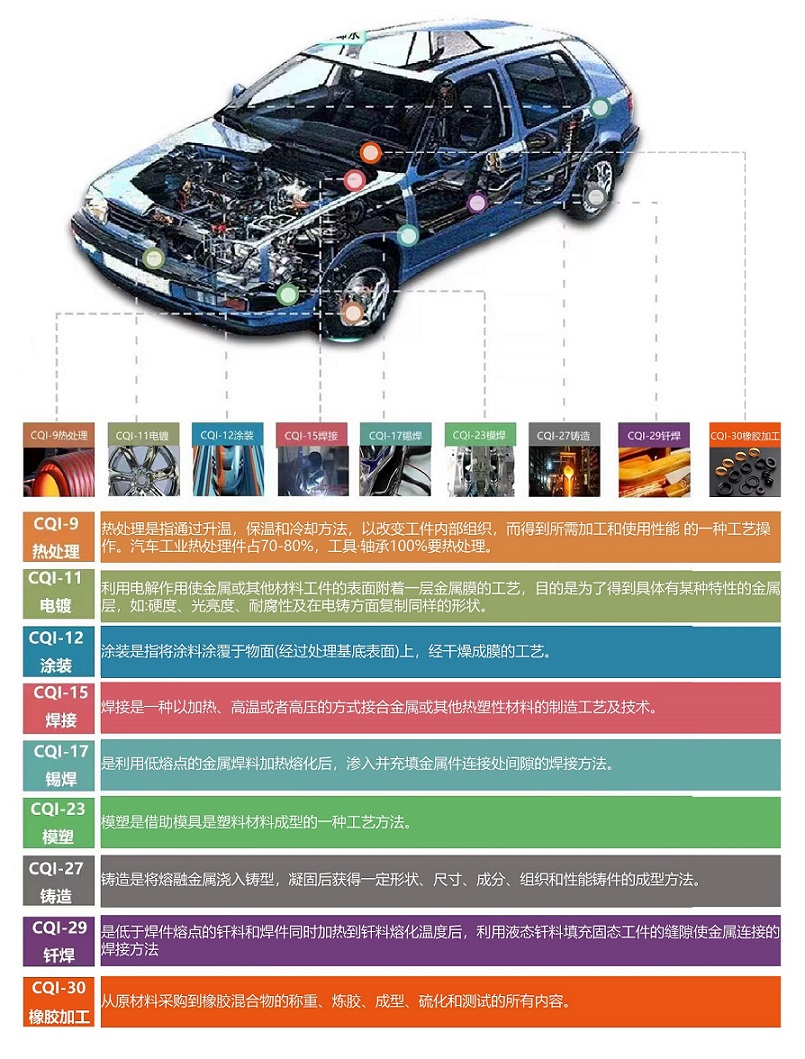
目前已发行的CQI特殊工艺过程管控系列标准的版本变化如下——

CQI-30概述
汽车上有很多零部件用到橡胶材料,占到整车重量的3.5%~8%,是继钢铁后的第二大应用材料。橡胶混炼与成型作为一个特殊的工艺过程,由于其材料特性的差异性、工艺参数的复杂性和过程控制的不确定性,长期以来一直视为汽车零部件制造业的薄弱环节,并将很大程度上直接导致整车产品质量的下降和召回风险的上升。
美国汽车工业行动集团AIAG的特别工作小组2022年8月发布了橡胶加工系统评审-混炼和成型(Rubber Process System Assessment- Mixing & Molding :RSA)CQI-30标准第一版。
CQI-30标准作为客户和产品标准补充要求。该标准定义了橡胶混炼与成型的基本要求,提供了橡胶制造过程审核的共同方法, 以达成持续改进、缺陷预防和降低供应链的变差和浪费。
RSA用以评估一家企业达到评估标准的能力,达到客户的要求、行业规定和企业自定的标准。RSA也可以在企业与其供应商之间使用。
美国戴姆勒克莱斯勒、福特、通用等主机厂在其特殊要求中均对橡胶混炼与成型系统评审提出要求,凡是橡胶混炼与成型供应商都必须按CQI-30要求进行评估。
CQI-30目标和用途
目标:
开发一种橡胶成型和混炼管理系统,以提供持续改进,强调缺陷预防和减少供应链中的变化和浪费。
用途:
1、福特 Q1、IATF 16949、VDA 等。它是对汽车行业标准的补充。OEM、Tier 1、Tier 2 等 CQI-30在客户特殊要求中提及。
2、CQI-30还可以作为特定制造过程可接受性的通行证。
3、CQI-30是由内部和/或外部客户和/或第三方执行的一种评估和审核。
CQI-30主要内容
CQI-30 适用于橡胶加工工艺过程,包括混炼和成型。标准文件包含 8 个部分,重点是预审调查、管理职责和质量策划、作业审核、橡胶混炼、检验和测试、设施和设备、成型和基材制备,包括对所有规模的组织进行混炼和模塑(成型)操作的要求。即从原材料采购到橡胶化合物的称重、混炼、成型控制、整理和测试,还包括检查和测试指南、设施和设备的最佳实践、压缩、传递和注射成型以及基材制备。
1、预审调查
预审调查是对供应商的橡胶加工过程进行确认与预评估,虽然标准要求未明确规定这个预审调查的时间,但是从实际应用上来看,应该是在正式审核前通过进行的预评估,评估的方法可以是文件评审或现场评审,也可以是两者的结合。
预审调查的内容有:
1、目前的制造过程
2、主要的硫化方法
3、硫化后的加工过程、检验方法、质量表现
4、实验室的能力状态
5、现行的质量体系认证状态
2、管理职责和质量策划
此部分内容是从质量策划的角度来系统评审供应商的过程能力,包括20项内容,这些内容大多我们可以从IATF16949中找到相应的出处。
1、人员资格:要求现场配备专业的橡胶成型技术全职人员,职位需反映在组织结构图中,职位描述应确定资格要求
2、APQP:采用先期质量策划,进行可行性研究和内部批准,客户批准前禁止工艺更改,变更需与客户联系并记录
3、PFMEA:组织需有FMEA并应反映当前的流程,针对每个零件或零件族,处理每个过程步骤,使用多功能小组,定义与控制所有特殊特性
4、过程控制计划:文件化控制计划必须更新,包括特殊特性的定义,覆盖每个零件、零件族或特定过程,识别设备和关键参数,并与FMEA等文件一致
5、产品标准与规范:所有与橡胶加工相关的引用标准应是最新的和可用的,建立文件控制系统以管理与维护客户规范和工程标准
6、经验教训:所有与橡胶加工相关的内部和外部的最佳实践和经验教训应形成文件并保持更新
7、文件化的工艺规程:制定橡胶零件制造工艺规范,包括具体要求和操作参数,以保持过程控制。可以采用不同形式的文件化记录
8、实施产品特性的过程能力研究:组织应进行过程能力研究来确保生产出可接受的产品(如,成型厚度,重量),定义重大变更,制定行动计划并进行跟踪落实
9、数据搜集:组织应建立一个过程,按规定的时间间隔收集、分析产品和过程数据,并作出反应
10、记录:所有过程控制和测试记录应在它们被创建的年份之后至少再保留一年
11、内审:内部评估应至少每12个月完成一次,使用最新版本的AIAG CQI-30橡胶加工系统评估-密炼和成型
12、返工:返工过程应由授权人员进行,并定义允许和不允许再加工的产品特性。返工活动应有专用的控制表和记录,符合客户要求
13、内外部问题:质量部门应评审、处置并记录客户和内部抱怨的问题
14、持续改进:持续改进应提高质量和生产率,按优先级排列行动,并证明计划有效性
15、不合格品管理:有预先确定的人员负责对隔离区物料的管理
16、作业指导书:所有过程应有文件化的作业指导书,并可利于获取包含紧急情况、设备操作和应急反应、产品检验等说明
17、培训:组织和管理层应当对员工进行培训。包括后备和临时员工。应保存培训记录和有效性的评估。管理层应定义资格要求和持续培训
18、人员能力矩阵表:基本管理和监督职能应始终由合格人员履行,并应提供这些基本职责矩阵表供审查
19、预防性维护:关键设备的预防性维护应采用闭环过程:请求、实施和有效性评估。设备操作员应报告问题,公司数据应用于改进预防性维护计划。维护数据应收集和分析,作为预见性维护的一部分
20、备件清单:组织应制定关键备件清单,备件必须可用,以尽量减少生产中断。管理关键备件的过程和标准,包括备件清单、库存和供应商信息、更新、采购和维护最低数量
3、作业审核
抽取样品,原材料开始,跟踪与验证过程控制方法的实施情况及相关检验记录、包装、物流过程是否符合要求
4、橡胶混炼
包括7项内容——
1、原材料采购:包括的内容有原材料的采购规范、风险管理、原材料采购、原材料接收管理及相关的不合格品的管理、供应商评审
2、原材料的内部处置管理:需要对零件或容器进行标识,以避免错误的加工或批次的混淆,原材料、半成品、成品应适当区隔和标识,并存储在专门指定和明确划定的区域,出厂批次应可追溯至入厂批次,并能能够信息进行根本原因分析和持续改进
3、原材料称量:建立原材料重量的控制系统,并且建立公差规范,建立与维护测量系统,建立完整的材料识别与追溯系统,使用防错系统避免错误使用
4、配方控制:建立配方控制系统,确保配方的建立、实施、变更过程是可控
5、炼胶:应有文件化的程序识别每个过程/设备的关键卡料点并对其进行监控,关键材料卡料点监控包括篮子,桶,材料容器,装卸设备,烘箱皮带,负载料斗和传递皮带等
6、收片整理:处理、储存和包装的过程确保炼好的胶料的质量,保持胶料的清洁度并且存储在受控环境中
7、质量控制-胶料的检验:现场人员执行质量控制的要求,验证所有的工艺步骤已按规定的工艺顺序和在规定的时间内完成
5、检验和试验
包括6项内容——
1、抽样检验计划
2、橡胶测试能/设备
3、拉伸性能测试
4、硬度测试
5、压缩测试
6、内部(公司内)基本分析能力
6、设施和设备
包括5项内容——
1、基本要求:设备对料的控制,尤其是防流入与防流出的控制
2、温控设备:温度设备参数及异常的管控
3、预防性及预见性设备维护
4、过程监视及测量装置的校准
5、生产设备保养:包括日常保养与清洁要求
7、成型
包括4项内容——
1、成型通用要求:包括控制计划及其实施过程中人、机、料、法、环、测的管理要求
2、模压成型的特殊要求:包括预成型件及嵌件的控制要求
3、压铸成型的特殊要求:包括压模机及嵌件的控制要求
4、注射成型的特殊要求:包括几何形状规范、喷射喷嘴及嵌件的控制要求
8、基材准备
包括3项内容——
1、金属基材要求:包括来料检验、金属表面质量控制及相关的清洁度管理
2、胶粘剂要求:包括胶粘剂选择、混合、加工过程及相关容器的控制管理
3、塑化成型要求:包括来料、表面处理、成型过程的控制管理
关于企航顾问





