

400-677-1258
2022/10/21
2022年10月,企航顾问为台湾环讯集团全资子公司——环讯精密制品(南通)有限公司提供的《统计过程控制与过程能力分析》高级研修班圆满结束。
【学员合影】

【培训现场】

【培训现场】
台湾环讯集团始建于1979年,从事压铸产业,己有四十多年的经验,在台湾、上海及昆山均有生产据点,产品销售遍及亚洲、美国、欧洲市场,往来客户在国际市场上均颇负知名度。

关于过程能力分析
在产品制造过程中,工序是保证产品质量的最基本环节,工序能力分析是质量管理的一项重要的基础工作,它有助于掌握各道工序的质量保证能力,为产品设计、工艺、工装设计、设备的维修、调整、更新、改造提供必要的资料和依据。今天就来说说工序能力分析这点事。
过程能力也称为工序能力,是指产品某一特性的固有变异性,在过程处于稳态时加工质量方面的能力,它代表的是过程在一段时间内稳定运行的性能。从内涵上看,至少应该包括四个要素:
1、针对产品某一特性,该特性应可测量,才能用测量数据做出控制图;
2、过程处于稳态,稳态也称为统计控制状态,是指过程中只有偶然原因造成的质量变异,而无异常原因造成的质量变异;
3、加工能力,主要针对的是机械加工工序能力,但对于有参数特性的装配调试工序,个人认为也是适用的;
4、质量方面的能力,是说过程能力取决于质量要素,与公差无关,通常用特性值分布的6倍标准偏差来表示,记为6σ。
过程能力与生产能力不同,生产能力指加工数量方面的能力(如:年产量3000台),而过程能力取决于机器设备、材料、工艺、工艺装备的精度、工人的工作质量以及其他技术条件。当过程处于稳态时,产品的质量特性有99.73%落在μ±3σ的范围内(6σ),这几乎包括了全部产品,当然它的数值越小越好。过程能力分析可以帮助我们掌握生产制造过程中产品特性的质量保证能力,从而为持续改善提供数据支持和依据,过程能力指数用Cp、Cpk表示。
1、双侧公差的过程能力指数
过程能力指数Cp是表征过程处于稳态时固有的波动状态,即技术水平。它是在过程的平均值μ与目标值M(公差中心)重合的情形,如下图:
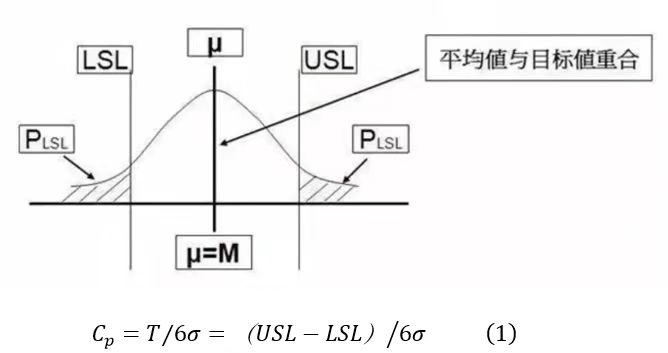
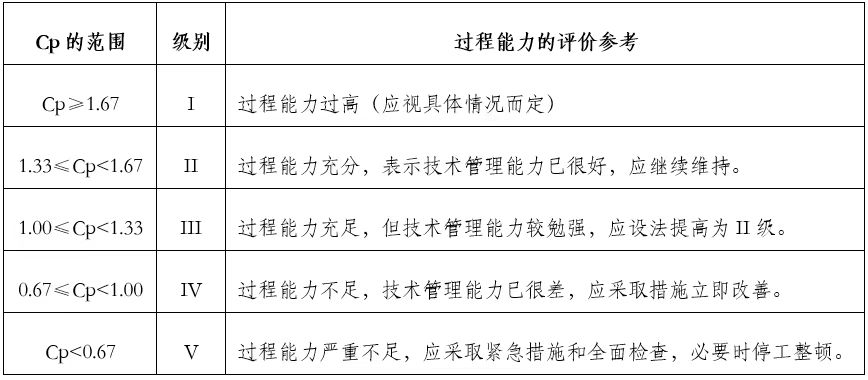
而过程平均值μ = M =(USL + LSL)/2,从式(1)来看,σ越小,过程能力指数Cp越大,加工质量越高,但这时对设备及操作人员的要求也高,加工成本越大,所以对Cp值的选择应根据技术与经济综合分析来决定。从理论上看,当Cp = 1时(USL–LSL = 6σ),既满足技术要求又很经济,但由于过程总是波动的,过程平均值μ和目标值M(公差中心)经常发生偏移(这是常态),不合格品率就会增加,因此,Cp通常取大于1。一般的,对于过程能力指数制定如下评价标准,供大家参考。
过程能力指数Cp如何计算呢?举例如下:某车床加工轴的规格为50±0.01mm,在某段时间内测得σ=0.0025,求车床加工的过程能力指数。
Cp =(USL - LSL)/6σ = 0.02/(6×0.0025) = 1.33
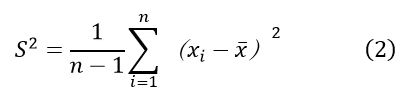
在上面例子中,已经给定了公差上下限和标准差,但在实际工作中,一般公差中心和上下限应该是明确的,但标准差是没有的,可以采用一组测量值的标准差S来替代,就可以求得过程能力指数Cp了。
2、单侧公差的过程能力指数
如特性参数只有上限要求,而对下限没有要求,则过程能力指数为:
CpU = (TU - μ)/3σ
当μ≥TU时,计CpU = 0,表示一批平均值大于上限要求的产品,也就谈不上能力指数了。
如特性参数只有下限要求,而对上限没有要求,则过程能力指数为:
CpL = (μ - TL)/3σ
当μ≤TL时,计CpL = 0,表示一批平均值小于下限要求的产品,也就谈不上能力指数了。
3、有偏移的过程能力指数
当产品质量特性值分布的均值μ和公差中心M不重合,即有偏移时,不合格品率必然增大,Cp值降低,故Cp所计算的过程能力指数不能反应有偏移的实际情况,需要加以修正,因此引进一个偏移值K的参数,即过程平均值μ与目标值M的偏离程度,如下图。
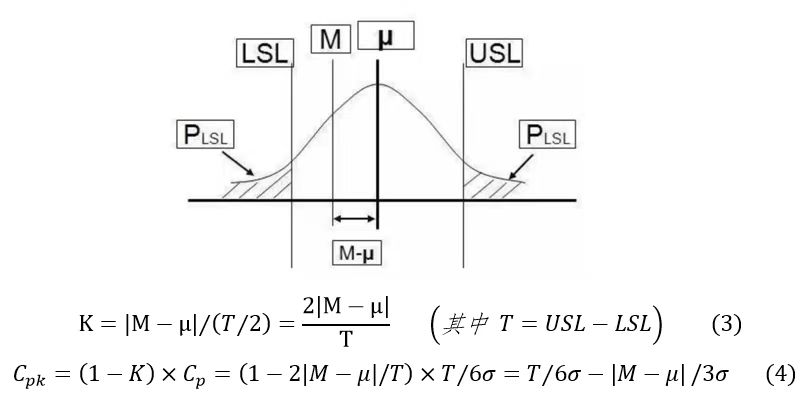
从式(4)可知,Cpk – Cp = |M-μ|/3σ,要使Cpk = Cp,|M-μ|/3σ是我们的改善机会。Cpk的计算同Cp一样,必须在稳态下求得,计算过程如下:
某车床加工轴的规格为50±0.01mm,在某段时间内测得平均值μ=49.995,σ=0.0025,求车床加工的过程能力指数。
Cpk = T/6σ-|M-μ|/3σ = 0.02/(6×0.0025)- |50-49.995|/(3×0.0025)= 1.33-0.667 = 0.676
注意,前后两个例子,平均值μ与公差中心M偏移了0.005mm,其他条件都没有变化,从过程能力指数从1.33掉到了0.676,过程能力从“充分”变成了“不足”。
4、Cp和Cpk的比较说明
无偏移情况的Cp表示过程加工的一致性,即“质量能力”,Cp越大,则质量能力越强;而有偏移情况的Cpk反映过程中心μ与公差中心M的偏移情况,Cpk越大,则两者的偏移越小,是过程“质量能力”与“管理能力”二者综合的结果。故Cp与Cpk二者的着重点不同,需要同时加以考虑。
5、过程能力指数和不合格品率
在正态分布情况下,过程能力指数与不合格品率是一一对应的,过程能力指数越大,过程能力越强,不合格品率就越低,这也是我们需要提升过程能力(工序能力)的根本原因。以Cp为例作推导(Cpk只需类推即可)出不合格品率p如下。

6、过程能力指数和过程性能指数
IATF16949中提出了Pp、Ppk的新概念,称之为过程性能指数,又称为长期过程能力指数。C系列的过程能力指数是指过程的短期过程能力指数,而P系列的过程性能指数则是指过程的长期过程能力指数,P系列过程性能指数反映系统当前的实际状态,而不要求在稳态的条件下进行计算,感兴趣的朋友可以自行学习,这里不再详细介绍。
7、结语
过程能力(工序能力),是指产品某一特性的固有变异性,在过程处于稳态时加工质量方面的能力,取决于质量要素,记为6σ。过程能力指数Cp表示均值μ与目标值M(公差中心)重合时,稳态过程固有的波动状态,过程能力指数Cpk表示两者有偏移时的状态,过程能力指数与标准差σ成比,与不合格品率具有一一对应关系,变化趋势与不合格品率相反。Cp表示过程加工的质量能力,而Cpk反映过程“质量能力”与“管理能力”二者综合的结果。
学员版教材
点击链接《环讯精密制品(南通)有限公司《统计过程控制与过程能力分析》高级研修班圆满结束》
关于企航顾问





